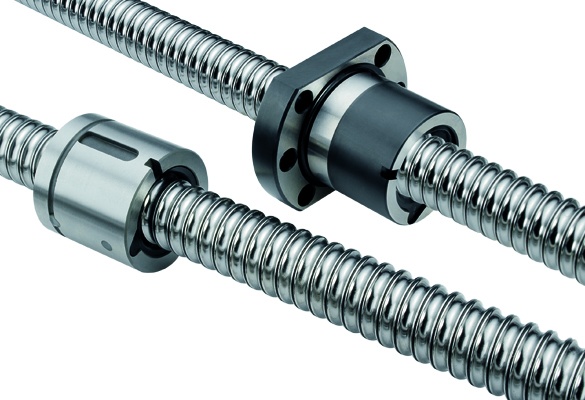
Para los husillos de avance, se prefiere el laminado al esculpido (la pieza se gira en un torno). En el laminado se presiona una barra redonda entre un conjunto de moldes que crean las roscas. Como resultado, se obtienen husillos de avance con una superficie más dura y un acabado superficial superior. El laminado es también el proceso más común para husillos de bolas porque es más económico y tiene la precisión suficiente para la mayoría de las aplicaciones industriales. La precisión del avance se puede mantener a niveles mejores que 0,003 pulg./pie y es posible alcanzar longitudes mayores que con los husillos mecanizados.
Si se requiere una mayor precisión, se debe considerar el rectificado. El proceso de rectificado puede mantener una precisión de avance de 0,0003 pulg./pie o mejor. Sin embargo, este proceso es mucho más costoso y la longitud máxima del husillo es mucho más corta.