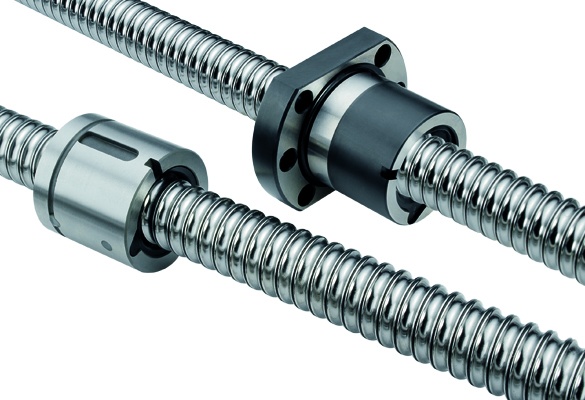
Für Trapez- bzw. allgemein Gleitgewindespindeln ist das spanlose Rollen einer spanenden Verarbeitung (auf einer Drehbank) vorzuziehen. Beim Rollen wird ein Rundstahl zwischen zwei Werkzeuge gespannt, die das Gewinde einwalzen. Das Ergebnis ist eine härtere, hochwertigere Oberfläche für Gleitspindeln. Auch für Kugelgewindespindeln ist das Rollen das gängigste Verfahren, da es kostengünstiger ist und für die meisten Industrieanwendungen eine ausreichend hohe Präzision liefert. Die Steigungsgenauigkeit kann auf einem Wert besser als 0,003 Zoll/Fuß gehalten werden; zudem sind längere Ausführungen als bei geschliffenen Spindeln möglich.
Wird eine höhere Genauigkeit benötigt, sind geschliffene Ausführungen evtl. besser geeignet. Das Schleifverfahren kann eine Steigungsgenauigkeit von 0,0003 Zoll/Fuß und besser erreichen. Dieses Verfahren ist jedoch deutlich kostenintensiver und die maximale Länge der Spindel erheblich kürzer.